Language: 


PLASMA ARC INSTALLATION (SYSTEM) PLAZER 30-PL-W FOR SPRAYING OF COATINGS FROM WIRE MATERIALSPurpose The system is intended for spraying of wear-resistant, corrosion-resistant and special purpose coating, as well as for vehicles worn-out parts recovery by means of spraying of current-conducting materials made in the form of powder and compact wires 1, 6-1,8mm in diameter. Thickness of sprayed coatings 0,05 — 5 mm (and above). Compressed air and argon are used as working gases. In the system PLAZER 30-PL-W the plasma arc wire spraying process in argon arc with additional intense blowing is realized. The arc here burns between tungsten cathode blowing with low rate of argon and conductive consumable wire fed behind the plasmatron binary nozzle section. Technical Specification of the System • Power input, kilowatt no more than 30 • Three-phase alternating current supply-line voltage 50 Hz frequency,V 380 • Open-circuit voltage, V 160 • Operating current adjustment range, A 100 ?250 • Operating voltage adjustment range, V 30 — 80 • Maximal duty factor, DF % 100 • Air consumption at pressure 0,6 MPa, nm • Argon consumption at pressure 0,1 MPa, nm • Wire feed speed, m/minute 5 — 15 • Plasmotron cooling type air cooling • Plasmatron nozzle and cathode service life Working hours no more than 100 • Overall dimensions : mm — power supply source 501x478x503 — control cabinet 605x605x1600 Component parts of the system Control cabinet with specialized inverter power supply Plasmatron with regulation mechanism Wire feeding device Cable — and — hose package Arc ignition unit Delivery set may comprise consumables — special powder wire for spraying of wear-resistant coatings and for surface recovery of worn-out parts. External view of the equipment PLAZER 30-PL-W Control cabinet with power supply source
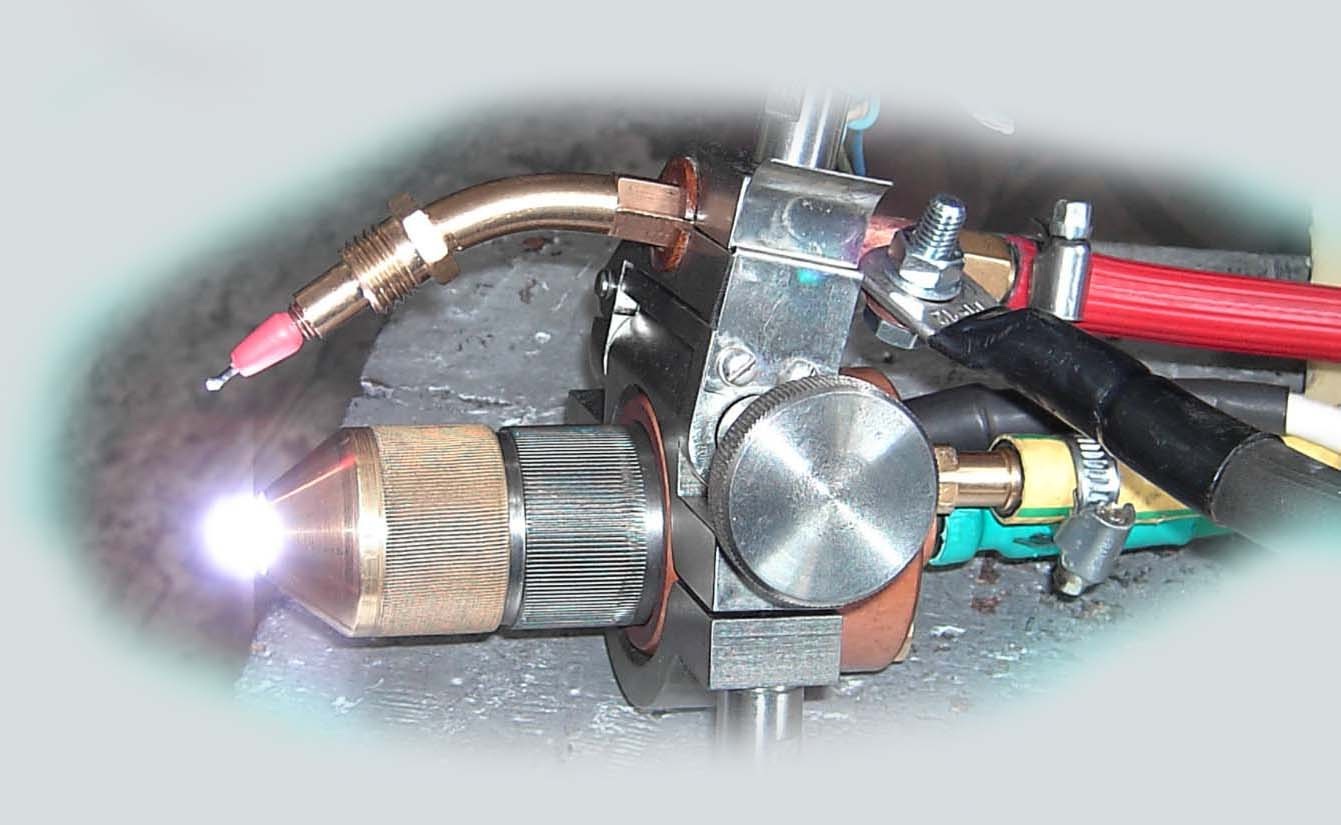
Plasmatron
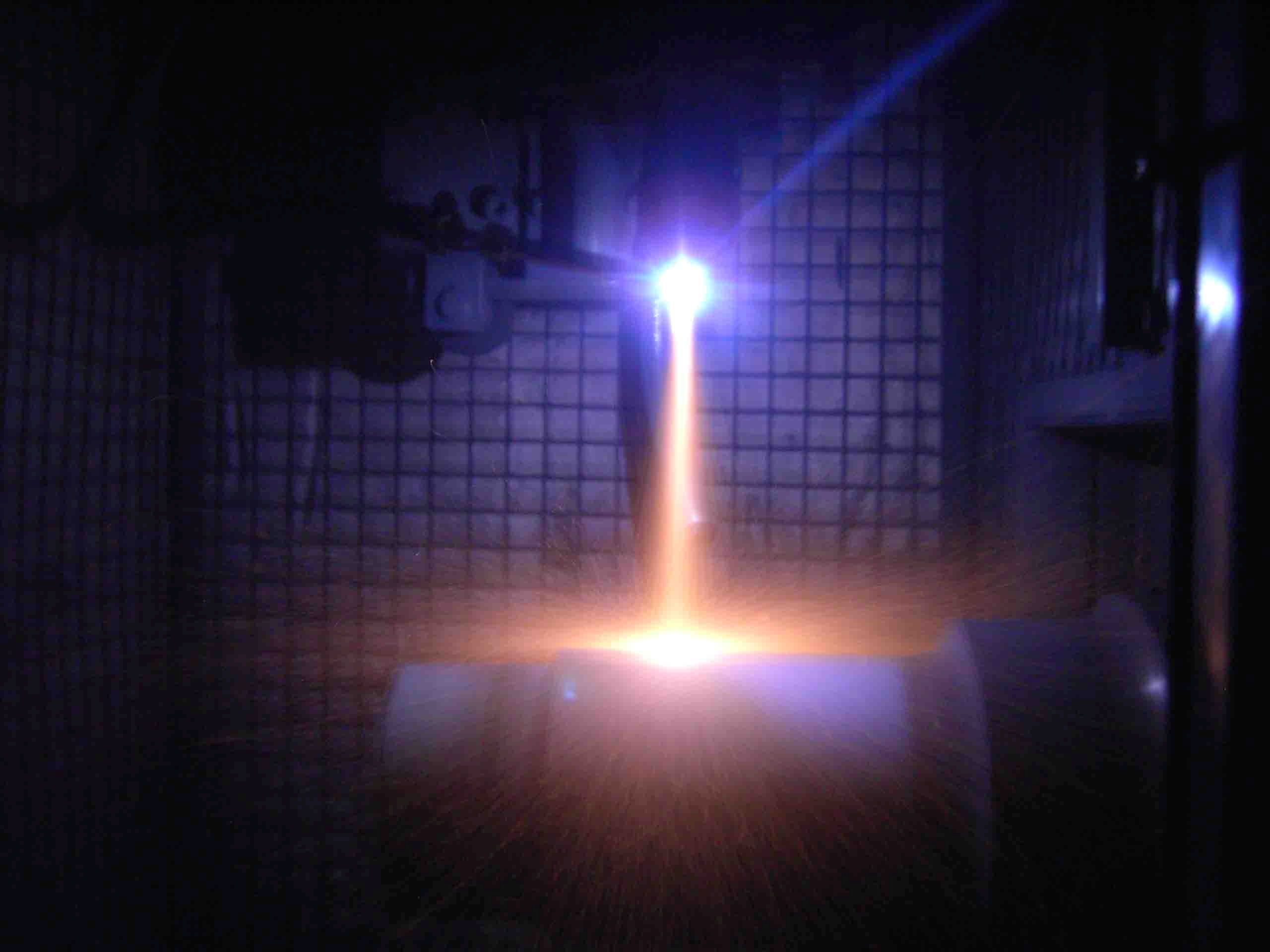
PLAZER 30-PL-W system control cabinet comprises measuring, starting — control and signalling equipment. At the control cabinet front panel the following units are placed: a specialized inverter power source control board, equipment for pressure and working gases measuring and control, digital wire-drive unit rotation (counter) indicator, unit operation modes management devices, plasmatron firing circuits, air and argon preparation circuits and wire drive control unit. Advantages of coatings spraying process using the system PLAZER 30-PL-W The process for spraying of wear-resistant coatings using the system PLAZER 30-PL-W based on plasma arc spraying with conductive wire anode has the following distinctive features: O Wire material fusion occurs in argon protective atmosphere; O Splitting of melted material and acceleration disperse particles is accomplished by means of argon plasma; O Compression and acceleration of plasma jet, as well as oxidation prevention of evaporation material is realized by means of supersonic air flow emanating from annular gap between plasmatron nozzles.
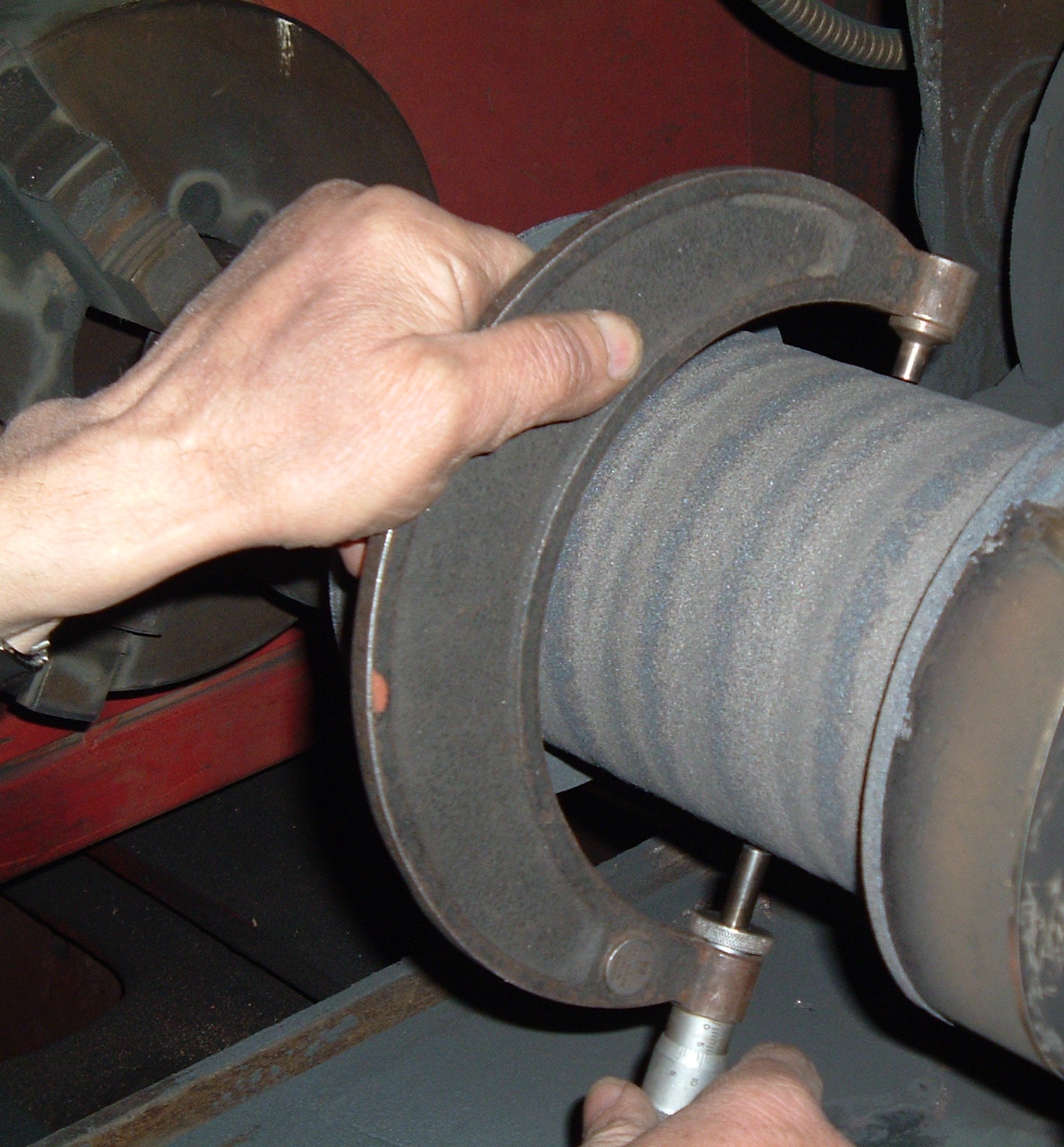
Such features provide minimal losses for wire metal evaporation, minimal oxygen and nitrogen saturation, obtaining optimal fractional composition of sprayed wire fused particles; getting maximum speed of spraying material particles at encounter with base material; getting the highest spraying particles volume concentration; minimum backing-off angle (several degrees) of spraying material flow. All these ensure higher density of coatings (porosity less 0, Metallographic analysis confirms availability of high-alloy wires coatings with porosity close to "zero", obtained with PLAZER 30-PL-W system. Thus, for example, polished sections of Fe-Cr3C2-Al —system powder wire, comprising chromium carbide as a filling material, practically are free from porosity; merely carbide layer inclusions may be observed. Similar pattern is observed with Fe-Cr-Ni-Mn-Mo-W-C high-alloy wire, and other types of wear resistant coatings made of composite and high-alloyed wires. Plasma arc wire spraying of wear-resistant coatings onto wheel pair axle neck using the system PLAZER 30-PL-W (a) and axle neck with sprayed coating (b)
a b The system PLAZER 30-PL-W as part of production line for spraying of wear-resistant coatings onto wheel pair axle neck of the railway transport
The benefits of the system PLAZER 30PL-W for spraying of coatings and worn parts recovery: O Spraying process does not reduce fatigue resistance and other strength characteristics of components ( parts) being treated as compared to fusing process (part is heated no more than150 °С; O lack of distortion in recovered component; O spraying process and resulting coating properties high stability ( the life time of a nozzle shaping plasma arc and a cathode aggregate no less than 100 hours of productive time; O ability of spraying various types coatings made of high-alloy steels, including composite (powder) wires, those comprising strengthening compositions (carbides, borides, oxides and etc. ) and thus, regulate hardness, endurance, corrosion resistance values and other component surface operational characteristics; O easy in operating and does not require highly skilled personnel; O worn parts restoration with this process permits to obtain restored components with a life-time exceeding a new piece service life, at the price by
|