Language: 


Plasma wire spraying of coatings, protection from wear and corrosion, improving resource and recoveryThe process of plasma-arc wire spraying in an argon arc with intense cocurrent air blowing is promising for solving the tasks of engineering. The features of such process are melting and jet stream of material of current-carrying wire in argon protective atmosphere, crushing of melt and acceleration of dispersed particles are provided by supersonic air flow. This sequence of events provides minimum losses for evaporation of material wires, minimal saturation of oxygen and nitrogen, obtaining of optimum fractional composition of the dispersed phase, reaching by sprayed material particles about the sonic velocity at the moment of collision with the base , obtaining the highest volume concentration of sprayed particles , minimum opening angle of the two-phase flow of a few degrees. These circumstances create the preconditions for output of the technology of thermal coatings on modern competitive level.
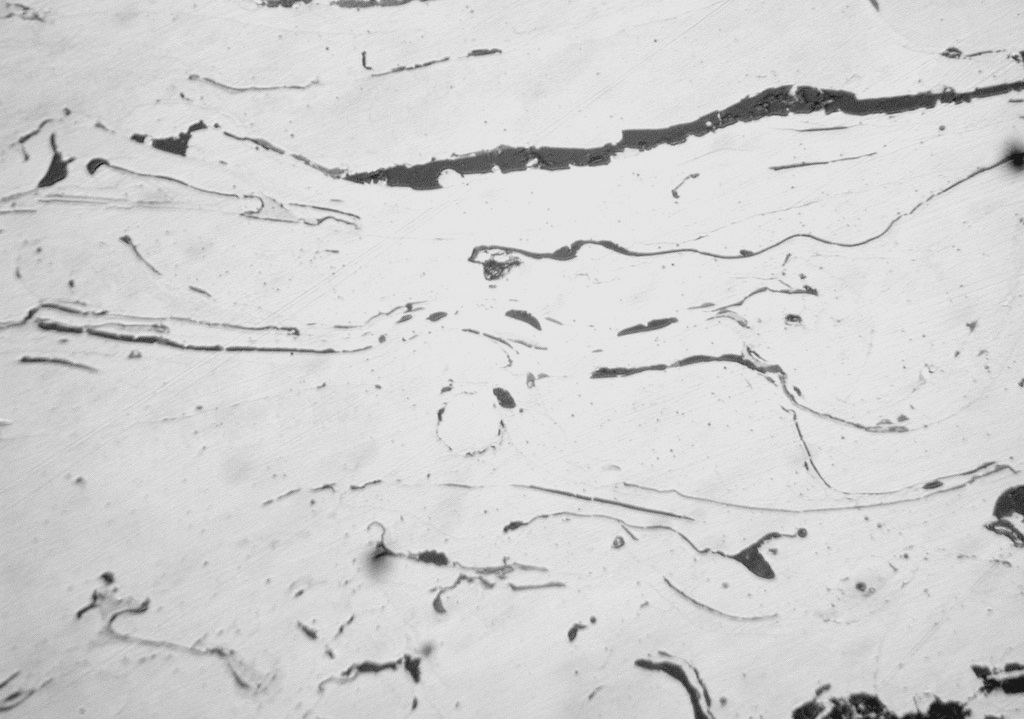
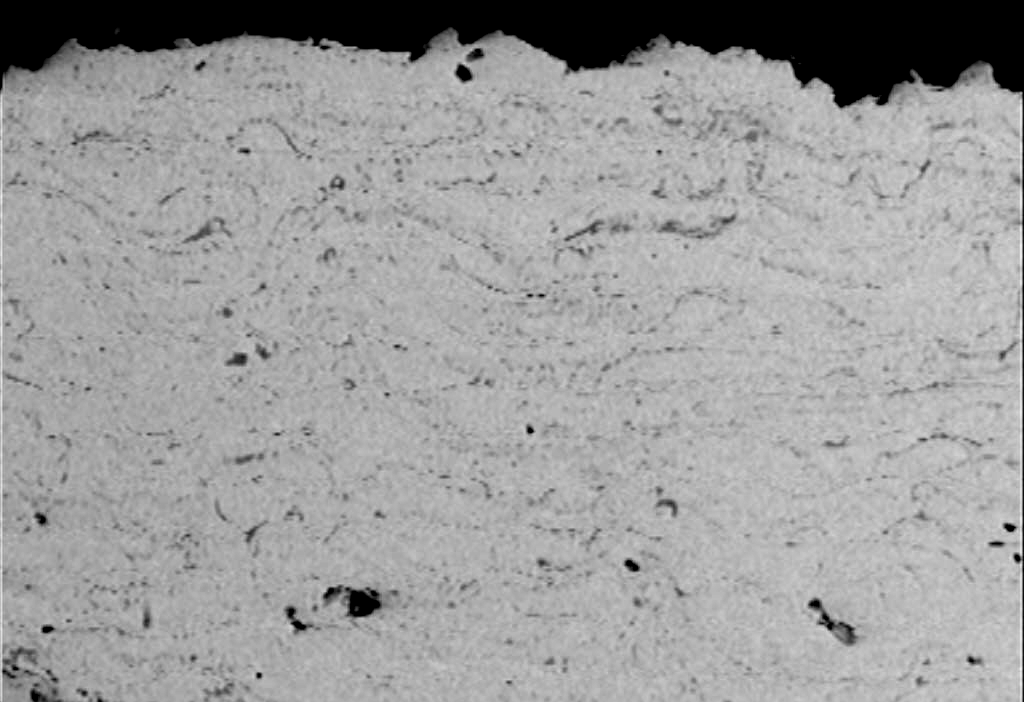
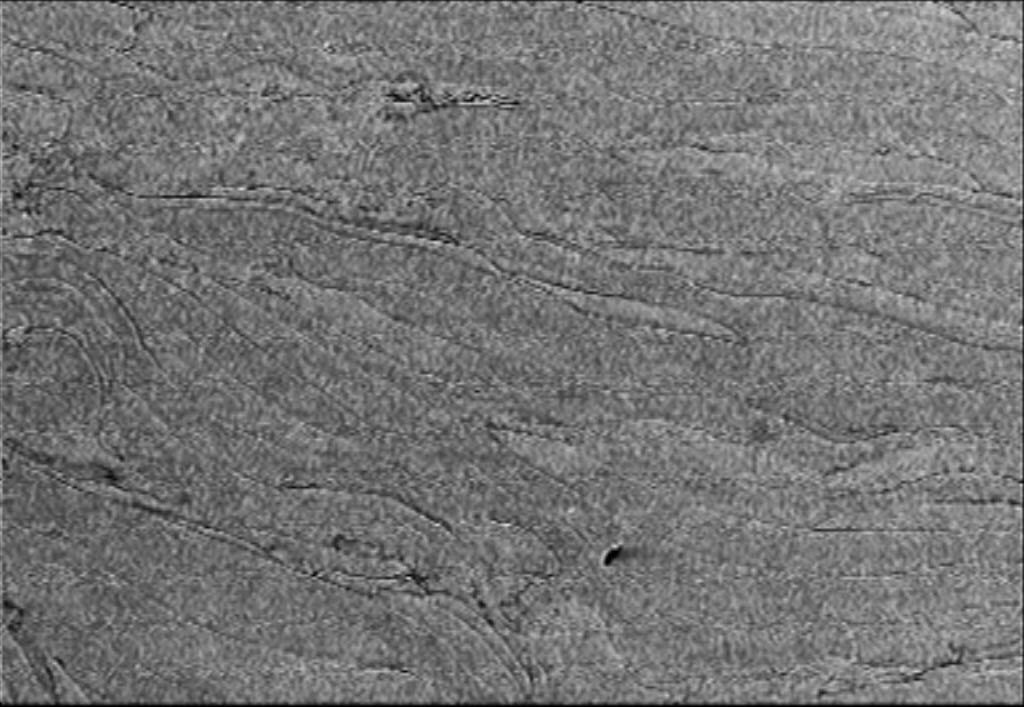
The features of the given technology of plasma-arc spraying of wear-resistance coatings, based on spraying by plasma arc of current leading wire-anode, are: O Wire material fusion occurs in argon protective atmosphere; O Splitting of melted material and acceleration disperse particles is accomplished by means of argon plasma; O Compression and acceleration of plasma jet, as well as oxidation prevention of evaporation material is realized by means of supersonic air flow emanating from annular gap between plasmatron nozzles. Such features provide minimal loses for wire metal evaporation, its minimal oxygen and nitrogen saturation, obtaining optimal fractional composition of sprayed wire fused particles; attainment of spraying material particles maximum speed on encounter with base material; the highest spraying particles bulk concentration; minimum backing-off angle (several degrees). By optimization of modes of plasma-wire spraying from various types of wire (cored wire, stainless and iron steels, nichrome , aluminum alloys , copper , etc.) , using equipment PLAZER ® the nonporous coating thickness of 0.1 — 5 mm or more are produced. Thus, for example, there are no pores on microsections of coatings form cored wire of the system Fe-Cr3C2-Al, comprising chromium carbide as powder filler, there are only layers and inclusions of carbides. A similar pattern is observed for wire coatings of high- Fe-Cr-Ni-Mn-Mo-WC for other types of coatings.
c |